




L’analyse du moment, un outil aussi puissant que simple !

Ceux qui me connaissent un tant soit peu comprendront que je jubile à l’idée de vous présenter cet outil.
Il est puissant, car il permet de poser les choses de façon factuelle.
Il est puissant parce qu’il permet de montrer et de convaincre …
Il est puissant et simple.
Il est puissant …
… parce qu’il est simple !
Au départ est le brouillard
Lors de mes interventions en entreprise, je suis bien souvent confronté à des organisations dont “on sent” qu’elles sont peu performantes, brouillonnes, peu efficaces …
On le perçoit, mais il est parfois difficile de dire pourquoi. Oh bien sûr, en allant sur le Gemba (terrain), en observant, on voit des choses, on en suppose d’autres, … mais il nous manque souvent des données factuelles, quantifiées.
C’est ici qu’entre en jeu ce formidable petit outil qu’est l’analyse du moment.
L’analyse du moment

Non, ce n’est pas une séance de divan avec le dernier psychanalyste à la mode …
C’est plus simple, bien moins long et surtout … beaucoup, beaucoup moins cher !
L’analyse du moment est simplement l’observation en temps réel d’un poste de travail accompagné d’un bâtonnage toutes les 5 secondes. Le bâtonnage signifie qu’a chaque BIP, vous placez un bâton dans une des catégories de la feuille de relevé (Valeur Ajoutée, Manipulation, Déplacement, Attente, etc. ).
Comment fait-on ?
Certains chronomètres peuvent émettre un bip toutes les x secondes. Pour ma part, petite astuce, j’utilise une application de type métronome sur mon smartphone. Je règle la périodicité sur 5 secondes, le bruitage choisi est un BIP, j’utilise un casque audio (car difficile d’entendre un bip dans un environnement bruyant), je m’installe confortablement (et assis) devant le poste que j’observe … et c’est parti !
Il faut rester assez concentré pendant la période de relevé afin de ne pas trop “sauter de BIP” (croyez-moi, on se fait vite avoir).
Je préconise d’effectuer un relevé sur une durée de 20 minutes à une heure. En dessous, cela risque de ne pas être très représentatif, au-delà, cela n’apporte plus grand-chose (et c’est crevant).
Je préconise aussi d’utiliser un temps de 5 secondes entre deux BIPs; moins de 5 secondes, cela commence à être très rapide (car parfois, il faut un peu de temps pour choisir dans quelle catégorie je place mon bâton), plus de 5 secondes, vous commencez à perdre en précision (des actions/mouvements peuvent passer entre les mailles du filet et ne pas se voir) …
Mais un exemple valant mille mots …
Un exemple de terrain
Dans une des entreprises que j’ai accompagnées, il y avait souvent des retards constatés au poste de conditionnement.
Sur ce poste, l’opérateur était chargé de mettre les produits directement issus de la Prod. dans des cartons, de fermer les cartons, coller une étiquette préimprimée sur ces derniers et constituer la palette.
Or, le poste était souvent un goulet d’étranglement et causait des “embouteillages” dans le flux.
Nous avons donc décidé de faire une analyse du moment sur ce poste.
Ainsi, nous avons observé le poste pendant 30 minutes et à chaque BIP, nous notions ce que nous observions.
Voici la feuille de relevé issue de cette observation …
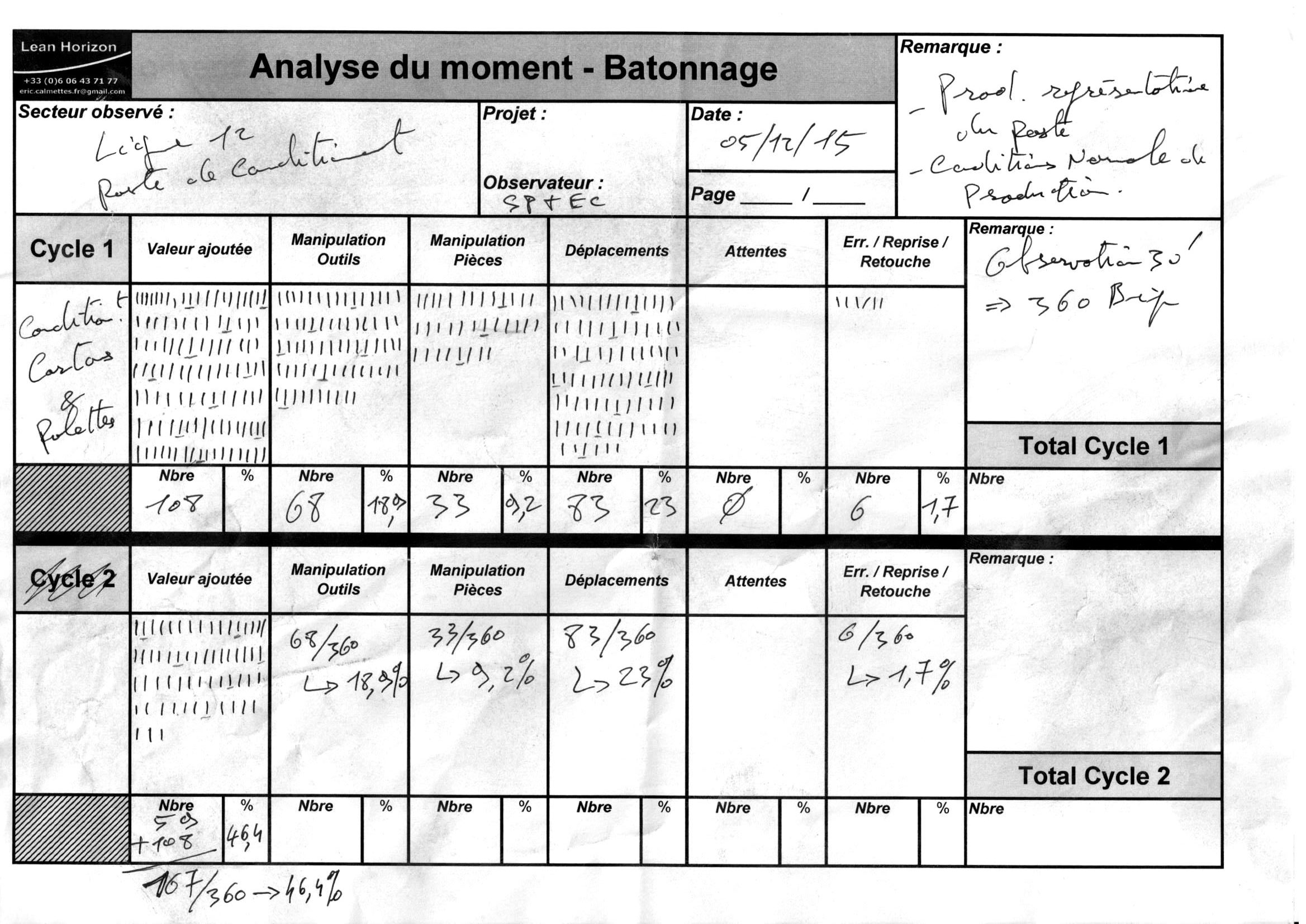
Nota 1 : Un BIP toutes les 5 secondes donne 12 BIPs par minutes, soit 360 BIPs pour les 30 minutes d’observation. Si vous recomptez bien, il manque trois BIPs (3 bâtons). Je vous l’ai dit, cela va vite … et il est facile “d’oublier de noter un bâton”.
Nota 2 : Si vous faites la somme des %, entre les trois bâtons manquants et les arrondis, vous risquez de ne pas atteindre parfaitement les 100%. Vous voulez que je vous dise … on s’en fout ! Le but est ici d’obtenir une quantification assez précise des temps passés au poste durant les 30 minutes de relevé, pas de rechercher “le Pouième”.
Nota 3 : Comme vous pouvez le voir sur la feuille, il est prévu de faire deux cycles d’observation. Nous n’en avons fait qu’un seul et avons “débordé” sur la case “Valeur Ajoutée” du cycle 2. En fait, cette même feuille peut servir sur un poste dont le temps de cycle est bien inférieur à 30 minutes. Dans ce cas, on observe deux ou plusieurs cycles.
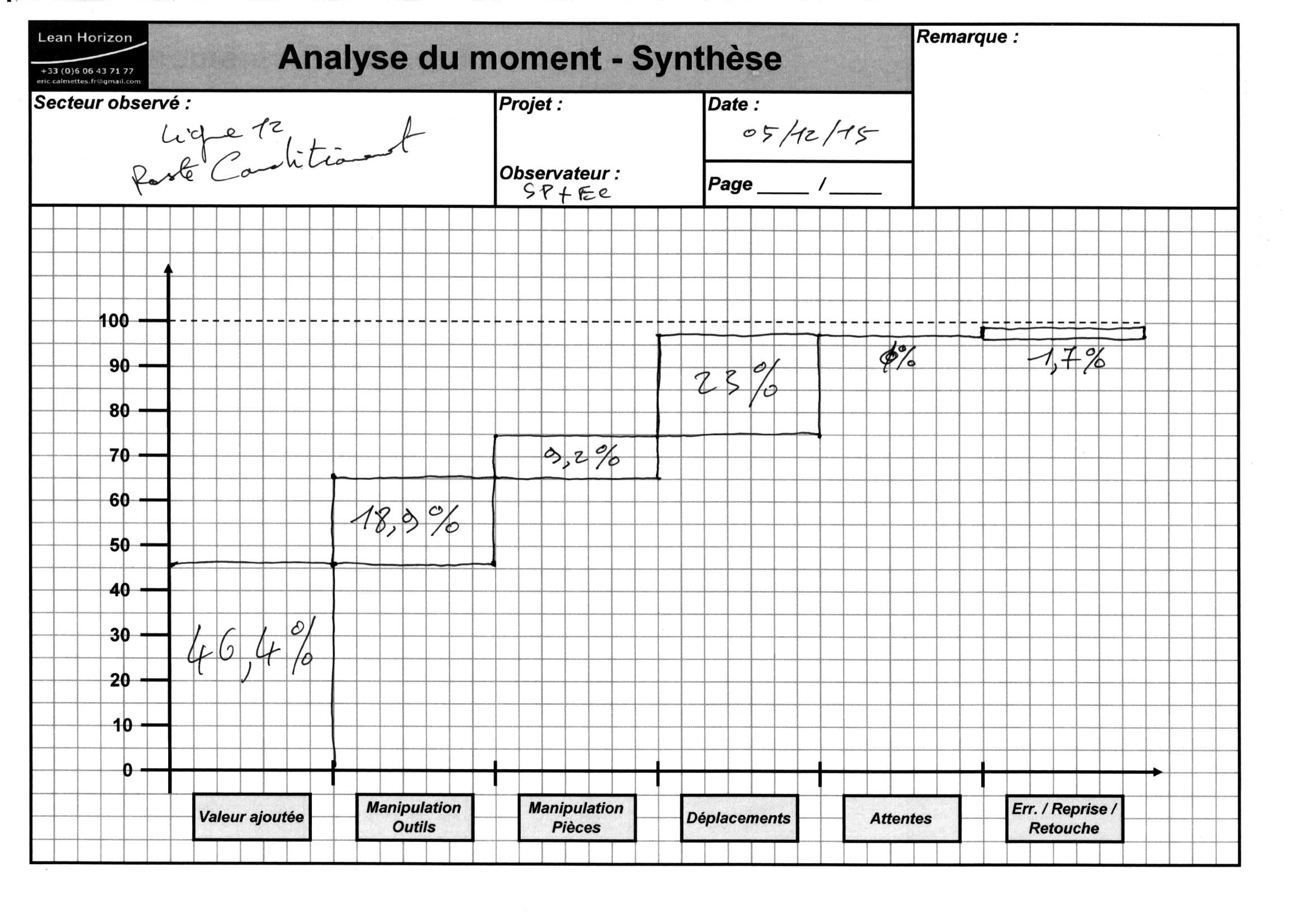
Une fois le relevé effectué, on reporte les pourcentages sur une feuille de synthèse …
Nota : Je voudrais ici préciser que d’un point de vue strictement Lean, le conditionnement n’est pas toujours reconnu comme activité à Valeur Ajoutée. En effet, je rappelle que la Valeur Ajoutée est la valeur que nous apportons au produit que nous “transformons”, ce pour quoi le client est prêt à payer. Or, dans bien des cas, ce qui intéresse le client est le produit lui-même (le yaourt) et non son emballage (le pot de yaourt) qui termine à la poubelle une fois le déballage effectué. Toutefois, selon le contexte et le chainon de la Supply Chain observé, le conditionnement peut être considéré comme une action à Valeur Ajoutée. C’est le cas ici …
Mon analyse de la situation
Je rappelle ici que ce poste est goulet d’étranglement …
• 46,4 % du temps est passé en “Valeur Ajoutée”. C’est une grosse surprise ! C’est une bonne surprise. Nous ne pensions pas que la part de valeur ajoutée serait aussi haute (nous penchions plutôt pour 35%). C’est un fait qui vient contredire en partie notre ressenti. C’est un fait, pas un jugement (n’est-ce pas Fred ?!!! 😉 ).
• 0 % d’attente. Cela signifie que le gars est toujours occupé. Cela semble confirmer un potentiel goulet d’étranglement. Cela me fait aussi penser que l’opérateur est en situation de speed permanent (le Muri) et qu’il y a des chances pour qu’à terme “il pète un câble”. Cela sous-entend aussi que personne ne voudra de ce poste (responsabilité, mais pas les moyens de les assumer), et qu’aucun intérimaire ne voudra rester à ce poste … QVT (Qualité de Vie au Travail), cela vous parle-t-il ?
Cela en dit long aussi sur l’opérateur qui travaille à ce poste. Il est certainement volontaire, consciencieux et courageux. Des qualités humaines que l’on ne retrouve pas chez tout le monde. Ce serait dommage qu’il démissionne parce que NOUS, manageurs, n’avons pas été à la hauteur …
• 23 % de déplacement. Là, le chiffre confirme ce que nous avions pressenti. L’opérateur se déplace souvent pour aller chercher des cartons, des palettes, voire même pour rapprocher les produits de son poste. L’aménagement du poste est à repenser, à reconcevoir. Puisque ce poste est goulet d’étranglement, il n’est pas tolérable de faire perdre du temps à son opérateur par manque d’organisation et une mauvaise implantation !!! Je rappelle ici qu’un goulet d’étranglement impacte directement le chiffre d’affaires généré par la chaîne de valeur tout entière.
De plus, le gars a assez de boulot comme ça et lui faire perdre son temps en déplacement, c’est aussi manquer de respect à son égard.
• 18,9 % en Manipulation d’outils. Là encore, grosse surprise. Dans ce cas, la manipulation d’outils venait surtout du fait que l’association “Scotch + scotcheuse” ne fonctionnait pas bien. Le ruban adhésif ne collait pas bien, se coupait mal et parfois se déchirait (souvent, signe d’un rouleau qui a eu froid). Il pouvait aussi coller à la “scotcheuse”. L’opérateur se “débattait” tant bien que mal avec son matériel et cela le gênait dans son boulot.
Même remarque que pour le précédent paragraphe, ce n’est pas acceptable au goulet d’étranglement ! Combien de points de productivité perdus à cause d’un matériel à ”3 francs six sous” défectueux ?
• 1,7 % de reprise / retouche (mauvais positionnement du produit dans le carton, pas bien placé du premier coup). Cela est négligeable comparé au reste. Attention toutefois; 1,7 % c’est 17 000 produits par million à retoucher.
Tout dépend donc du type de production et du contexte (automobile, pharmacie, process continus, …).
Suite à cette analyse, il a été décidé de travailler sur :
• La réduction des déplacements de l’opérateur
• La résolution des problèmes rencontrés avec le matériel à ce poste
C’est simple, c’est clair, c’est concis, c’est efficace.
Ce qu’il faut retenir
Petit outil qui ne “paie pas de mine”, mais qui apporte tellement …
• Il est simple, réalisable et compréhensible par tout le monde. Pas besoin d’avoir “Bac + 15”
• Il n’est pas très long; en une heure vous avez une bonne image de la réalité au poste
• Il permet une analyse assez précise de la situation. Analyse basée sur des faits (chiffres), pas un jugement à l’emporte-pièce qui n’apporte rien (il est mal organisé, ou pire, c’est un branleur)
• Il permet de prendre des décisions sereines (sans se demander si on prend bien la bonne direction) et de travailler sur les axes des progrès qui apporteront de la performance
Mais outre la puissance due à sa simplicité d’utilisation, l’analyse du moment est un outil précieux, car il pousse au …
GENCHI GENBUTSU
Gemba (le lieu réel)
Gembutsu (la chose réelle)
Genjitsu (les faits réels)
Et vous, que pensez-vous de mon coup de cœur pour l’analyse du moment ?

Bonjour Eric, outil simple et visuel donc certainement très performant ! je me permets juste d’apporter 2 suggestions :
le récapitulatif est fait en % et cela parle aux managers mais moins aux opérateurs qui sont plus à l’aise avec des unités concrètes comme le temps. On pourrait imaginer faire le graphique en minutes plutôt qu’en %. Ainsi on sait exactement le temps perdu sur les 30 minutes d’activité. On peut aussi faire l’extrapolation sur une journée complète mais on devient moins factuel !
Il serait également utile de trouver une méthode pour y ajouter le takt time et ainsi rendre visible l’objectif d’amélioration. On verrai également grace au T/T si il faut uniquement réduire les Muda constatés ou aussi creuser dans la valeur ajoutée pour y déceler d’autres Muda.
Bonjour Gauthier,
je vous remercie beaucoup pour votre commentaire si pertinent.
j’adhère à 100 % à votre première remarque de transposer les % en minutes … et de faire le graphique en minutes. C’est plus clair pour les opérateurs.
Dans les faits, voici comment je fonctionne le plus souvent.
C’est le manager de premier niveau qui fait l’observation et le bâtonnage (et je suis avec lui). Pourquoi le choix de ce manager ? Pour plusieurs raisons.
1) C’est celui qui est le plus proche de l’opérateur. Déjà que d’être observé est stressant, alors imaginez si c’était le consultant et le directeur de site
qui fasse l’exercice. Le pauvre opérateur … Franchement, à sa place, je n’aimerais pas ça. Alors que si c’est “son chef” direct, il se sentira plus en confiance.
Du moins, me semble -t-il…
2) Le manager de premier niveau est celui qui a le plus “la tête dans le guidon” (avec l’opérateur). Cet exercice l(oblige donc à prendre un peu de hauteur et
à voir des choses qu’il ne voyait plus.
3) Le débrief se fait en % avec le manager et son responsable (souvent dans une PME, le responsable c’est le patron). Sauf exception, à ce niveau-là, l’utilisation de %
ne gêne pas.
Par contre, il est un exercice que je fais systématiquement (et que vous avez si justement pointé), c’est de faire l’extrapolation, non pas à la journée, … mais
à l’année. Croyez-moi, si à la journée c’est un peu moins factuel, à l’année, cela parle à tout le monde, surtout si vous convertissez le temps
en “ETP – Equivalent Temps Plein”. Lorsque vous dites à un patron qu’il y a un potentiel de gain “d’un demi-gars” par an, tous les ans, cela l’aide beaucoup à
prendre des décisions pour améliorer la situation (et parfois faire quelques petits investissements de quelques centaines d’€ qu’il rechignait à faire auparavant).
Ensuite, nous présentons les données (avec des temps à l’année et ETP) à l’opérateur en question et lui demandons ce qu’il faudrait faire pour améliorer
la situation. Pour être tout à fait honnête, les opérateurs n’ont que rarement l’habitude qu’on leur demande leur avis. Aussi, au début, ils ne savent pas quoi dire.
C’est là qu’il faut proposer gentiment des pistes, des idées (et si on faisait ça ou ça …) et petit à petit ils participent alors à coconstruire l’organisation de
leur poste. Le degré d’appropriation est alors bien plus important, ce qui est aide (pas à 100%) au respect du futur standard de travail …
En revanche, concernant votre deuxième remarque (celle sur le Takt Time), même si je la comprends et la trouve intéressante, je la trouve un peu irréaliste.
En effet, combien de boites fonctionnent avec un Takt Time ? Aujourd’hui, 0 % de mes clients fonctionne avec un TT. Ce sont des PMEs plus ou moins grosses qui travaillent à
la commande selon une typologie générale de “petite série, grande variabilité”.
Par ailleurs, si votre Takt est rapide (quelques secondes à quelques minutes), alors l’analyse du moment n’est plus l’outil adapté pour pister et chasser les Mudas.
Il vaut mieux filmer et analyser (un peu comme dans le cas d’un chantier SMED).
En fait, dès que l’on travaille au Takt Time, on passe dans une autre dimension, notamment celle du travail standardisé (Attention Travail Standardisé est différent de standard de travail). Lorsqu’on travaille au Takt, on ne cherche plus à réduire les temps puisque le Takt est une image de la demande client. Mais lorsqu’on doit toucher au Takt,
on remet en cause tout le travail standardisé, et donc toute l’organisation de la ligne/cellule, et donc c’est vraiment très lourd !!!
Je vous le disais, c’est une autre dimension …
Gauthier, je vous remercie à nouveau pour votre commentaire qui m’a permis de développer un peu plus.
Au plaisir d’échanger à nouveau avec vous.
Bien cordialement,
Eric
Bonjour,
Votre analyse de la situation ne parle pas de la « manipulation pièces » à 9.2 %.
Pourquoi ?
Bonjour Dominique,
je vous remercie vraiment pour votre question très pertinente. Cela va me donner l’occasion de préciser quelque chose.
Vous me demandez pourquoi je n’évoque pas les 9,2 % de manipulation de pièces dans l’article.
En fait, c’est parce que j’ai pris l’habitude de m’intéresser aux “gros axes d’amélioration”. Je m’explique.
D’un côté vous avez “deux bons gros morceaux” que sont les 23 % de déplacement et les 19 % de manip d’outils.
De l’autre vous avez “les petites noisettes” que sont les 9,2 % de manip de pièces, les 1,7 % de pbs qualité et les 0 % d’attentes.
Or, avec quelques actions simples (un peu de réimplantation de poste et du management visuel, puis quelques essais pour tester un
nouveau Scotch ou changer la “scotcheuse”) on peut faire des gains sur les 42 % de la non valeur-ajoutée … pour, bien souvent, un très faible
investissement en temps et en Euros. Et cela peut se faire assez rapidement … je vais donc à l’essentiel.
Vous me direz alors : “Mais dans ce cas pourquoi parler de 1,7 % de pb qualité ?”
Parce que la qualité est pour moi quelque chose de primordial. Pour moi un taux de qualité normal, c’est le 100 %.
Donc, de mon point de vue, les 1,7 % de non-qualité sont plus importants que 9,2 % de manipulation de pièces.
N’oublions pas que la non-qualité est un peu comme la Surproduction, elle entraine presque toujours d’autres Mudas (stockage, déplacement, mouvements
attentes, rework, extra-work, etc.).
Et ces 1,7 % de non-qualité génèrent peut-être 4 ou 5 % des 9,2 % de manipulation de pièces (refaire, retoucher, …).
Par ailleurs, si non-qualité il y a, alors il faut surveiller qu’elle ne dérive pas.
Maintenant, si le taux de manipulation des pièces avait été de 30 %; il aurait occupé le podium et cela aurait été ma première source d’intérêt.
J’espère avoir répondu à votre question.
Bien cordialement,
Eric
Tout est clair !